
Peelable Heat Shrink vs. Skiving: An Engineering Comparison
A direct engineering comparison of skiving vs peelable heat shrink tubing across process control, device risk, operator factors, and scalability for catheter manufacturers.
The Engineering Challenge
Heat shrink tubing in catheter manufacturing is a process aid — it's not part of the final device. Its job is to apply precise radial compression during the reflow step. After that, it has to come off cleanly without affecting what's underneath.
"Underneath" may be:
Method 1: Skiving
A technician uses a sharp blade (typically a custom skiving tool, scalpel, or modified razor) to cut through the wall of the shrunk tubing along its length, then peels back the cut material.
Process Variables:
Risk Profile:
Peelable HST: zero blade contact, zero device damage. Compare to skiving where the blade runs adjacent to the catheter shaft.
Method 2: Peelable Heat Shrink Tubing (ITP-01)
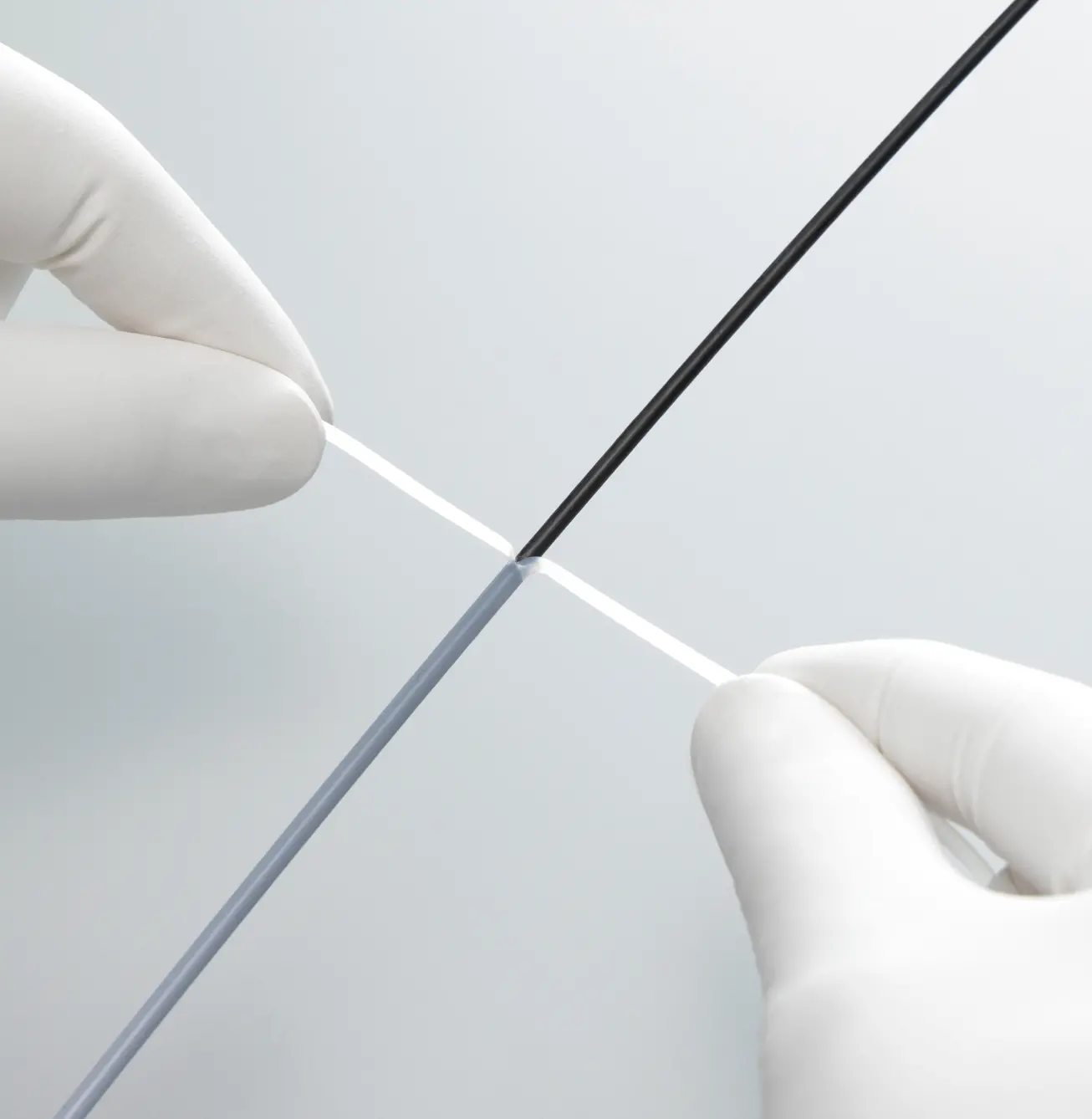
Peel away tubes shrink and bond identically to standard FEP heat shrink during reflow. After the oven step, the operator makes a single 10 mm slit at the proximal end, initiates the peel, and strips the tube away in one smooth motion.
Direct Comparison Table
| Factor | Skiving | Peelable HST |
|---|---|---|
| Removal time/unit | 30–90 sec | 5–10 sec |
| Blade contact with device | Yes — critical | No |
| Depth control required | Yes — critical | Not applicable |
| Operator skill dependency | High | Low |
| Device damage risk | Moderate–High | Near zero |
| Scrap mechanism | Gouge, cut, displacement | Tear (no device damage) |
| Late-stage defect risk | High | Negligible |
| Scale-up complexity | High | Low |
| Blade/sharps management | Required | Not required |
| Processing performance vs FEP | Identical | Identical |
| Material cost per meter | Lower | Slightly higher |
| Net cost per build | Higher (labor + scrap) | Lower |
Switching from Skiving to Peelable HST
Process changeover is straightforward. No oven qualification, no fixture changes, no qualification for the catheter construction itself — only the removal step changes.
Ready to Validate?
ITP-01 samples are available at no cost. Test on your actual build before updating your BOM.
Request Free Samples